联系我们
重庆山之鹰金属制品有限责任公司
联系电话:18716364545
座机:023-66481218
邮箱:507229742@qq.com
地址:重庆市巴南区花溪立崧路1号2幢
重庆山之鹰金属制品有限责任公司
联系电话:18716364545
座机:023-66481218
邮箱:507229742@qq.com
地址:重庆市巴南区花溪立崧路1号2幢
一、前言
在现代安装工程中,随着科学技术的进步,在空调风管的制作、安装过程中,新材料、新工艺层出不穷,共板法兰风管就是其中之一。该风管采用全自动生产线,并结合世界上先进的数控及光纤信息技术,除能生产镀锌直矩形风管外,还能生产弯头、三通、四通等各种异形风管部件。在安装工程中发挥越来越重要的作用。
二、工法特点
1、 生产线机械化、自动化程度高,大大提高了制作效率以及风管的制作精度,降低工程造价。
2、 风管自成法兰,减轻风管重量,与传统角铁法兰比较,节约了法兰型钢及连接螺栓,降低材料损耗。
3、风管密封性好,显著降低漏风量,节约能源,降低主机运行成本。
4、风管自动压筋,强度高且外形美观整洁,无锌层破损。
5、生产安装快捷,减轻劳动强度,提高劳动效率,满足现代化工程需要,提高安装单位竞争优势。
三、工艺原理
1、 根据现场风管口径及形状输入电脑,由程序软件控制设备下料。
2、采用机制TFD法兰成型机,在风管上翻边形成法兰。使用该设备,制成相应连接用法兰角。
3、现场安装时,使用法兰角及法兰固定卡连接风管,达到安装目的。
四、本工法适用范围
适用于矩形金属风管且大边长不超过2500mm。
五、施工工艺
1、风管制作
(1)板厚规格
(2)绘制风管加工草图
根据施工图纸及现场实际情况(风管标高、走向及与其它专业协调情况)按风管所服务的系统绘制出加工草图,并按系统编号。
(3)直管的生产流程
根据草图输入风管尺寸到电脑→进镀锌板于生产线调直→压筋(大边尺寸>630mm)→切割机切角→剪板机剪板→咬口(插口及承口)→机制TFD法兰成形机→折弯机折弯(根据口径的大小折成一字形、L形、U形、口形)→质检。
(4)异形管(弯头、三通等配件)生产制作流程
根据图纸电脑制出切割图→FPC3600等离子切割机切割出半成品→单机咬承口和插口→TFD法兰成型机→折弯机折弯→质检。
(5)风管制作完成后,进行强度和严密性试验,对其工艺性能进行检测或验证。
1)风管的强度应能满足在1.5倍工作压力下接缝处无开裂;
2)用漏光法检测系统风管严密程度;采用一定强度的安全光源沿着被检测接口部位与接缝作缓慢移动,在另一侧进行观察,做好记录,对发现的条缝形漏光应作密封处理;当采用漏光法检测系统的严密性时,低压系统风管以每10m接缝,漏光点不大于2处,且100m接缝平均不大于16处为合格;中压系统风管每10m接缝,漏光点不大于1处,且100m接缝平均不大于8处为合格;
3)系统漏风量测试可以整体或分段进行。测试时,被测系统的所有开口均应封闭,不应漏风。当漏风量超过设计和验收规范要求时,可用听、摸、观察、水或烟检漏,查出漏风部位,做好标记;修补完后,重新测试,直至合格。
2、风管安装
(1)风管加固
①风管大边尺寸在630~1000mm时,直接在生产线压筋加固,排列应规则,间隔应均匀,板面不应有明显的变形。
②当风管大边尺寸在1000mm以上时,可采用角钢、扁钢、钢管、Z形槽、加固筋、通丝螺杆等进行管内外加固。
如下图所示:
③角钢或加固筋的加固,其高度应小于或等于风管法兰高度,排列应整齐,间隔应均匀对称,且不大于220mm,与风管的铆接应牢固。
④管内用通丝螺杆支撑加固,其专用垫圈对外保温风管置于风管内壁,对不保温风管或内保温风管,则放在风管外壁,通丝螺杆宜设置在风管中心处,风管断面较大时,应在靠近法兰的两侧各加一根通丝螺杆支撑加固。
⑤风管断面>1250*630时,为了保持相邻壁面互相垂直,宜在风管内四角采用90℃斜支撑加固。
⑥中压和高压系统风管,其长度大于1250mm时,应采用加固框补强,对高压系统风管的单咬口缝,还应有防止咬口缝胀裂的加固或补强措施。
⑦净化空调系统的风管,不得在管内壁进行加固处理,应采用三角筋,Z型槽,角钢等进行管外壁加固。
(2)风管连接
①由于风管生产线与施工场地不可能在一处,应在车间先按绘制的草图加工成半成品,并按系统编号,在工地上按照编号进行风管的组装。
②机制风管采用联合角咬口连接,以加强风管的密封性。
③分支管与主管连接采用联合咬口或反边用拉钉与主管铆接,并在连接出用玻璃胶密封以防漏风。
④风管法兰与法兰间的连接采用采用特制的TFD法兰角,用榔头轻击将之敲入法兰中再用螺栓连接。
连接方法及步骤见共板法兰风管安装步骤(2)。
⑤当风管大边尺寸超过450mm时,为了加强法兰及风管的强度,需使用法兰固定卡。
⑥法兰固定卡的间隔依照下表:
(1)机制风管支、吊架的间距,如设计无要求,应符合下列规定:
1)支、吊架制作
①按照设计图纸,根据土建基准线确定风管标高;并按照风管系统所在的空间位置,确定风管支、吊架形式,设置支、吊点。支、吊架制作按照国标图集T616选用强度和刚度相适应的形式和规格。对于直径或边长大于2500mm的超宽、超重等特殊风管的支、吊架应按设计规定;支、吊点形式有预埋件法、螺栓法、射钉枪法等。
②风管支、吊架制作前,首先要对型钢进行矫正,矫正的方法有冷矫和热矫两种;小型钢材一般采用冷矫正,较大的型钢须加热到900℃左右后进行矫正。矫正的顺序为先矫正扭曲后矫正弯曲。
③风管支、吊架的形式、材质、加工尺寸、安装间距、制作精度、焊接等应符合设计要求,不得随意更改,开孔必须采用台钻或手电钻,不得用氧乙炔焰开孔。
④支、吊架的焊接应外观整洁漂亮,要保证焊透、焊劳,不得有漏焊、欠焊、裂纹、咬肉等缺陷。
⑤吊杆圆钢应根据风管安装标高适当截取。套丝不宜过长,丝扣末端不宜超出托架低点,不得妨碍装饰吊顶的施工。
⑥风管支、吊架制作完成后,应进行除锈刷漆。埋入混凝土的部位不得油漆。
2)支、吊架安装
①按风管的中心线找出吊杆安装位置,单吊杆在风管的中心线上;双吊杆可按托架的螺孔间距或风管的中心线对称安装。吊杆与吊件应进行安全可靠的固定,对焊接后的部位应补刷油漆。
②立管管卡安装时,应先把上面的一个管件固定好,再用线坠再中心处吊线,下面的风管即可进行固定。
③当风管较长要安装成排支架时,先把两端安好,然后以两端的支架为基准,用拉线法找出中间各支架的标高进行安装。
④风管水平安装,长边尺寸≤400mm,间距不应大于4米;大于或等于400mm,不应大于3米。如直管长度过长时应加装防止摆动的固定点。
⑤风管垂直安装,间距不应大于4m,但每根立管的固定件不应少于2个。
⑥支、吊架不得设置在风口、阀门、检查门及自控机构处,离风口或插接管的距离不宜小于200mm。
⑦抱箍支架,折角应平直,抱箍应紧贴并抱紧风管。安装在支架上的圆形风管应设托座和抱箍,其圆弧应均匀,且与风管外径相一致。
⑧保温风管的支、吊架装置宜放在保温层外部,保温风管不得与支、吊托架直接接触,应垫上坚固的隔热防腐材料,其保温厚度与保温层相同,防止产生“冷桥”。
⑨矩形水平风管支吊架的小尺寸见下表。
| 风管长边尺寸(mm) | 大间距(mm) | 吊杆尺寸(mm) | 托架尺寸(mm) |
| 400 | 4 | φ8 | L40*4 |
| 400~1250 | 3 | φ8 | L50*4 |
| 1250~2000 | 3 | φ10 | L50*4 |
| 2000~2500 | 3 | φ10 | L63*4 |
| 2500以上 | 按设计规定 |
⑩当水平悬吊的主、干风管长度超过20m时,应设置防止摆动的固定点,每个系统不应小于1个。
11.吊架的螺孔应采用机械加工。吊杆应平直,螺纹完整光洁。安装后各副支、吊架的受力应均匀,无明显变形。
3、风管的密封
(1)共板法兰风管应在法兰角处、支管与主管连接处的内外都进行密封。低压风管应在风管结合部折叠处向管内40~50mm处进行密封;高压风管还应在风管纵向咬口处及风管复合部进行密封。法兰密封条宜安装在靠近法兰外侧或法兰的中间。法兰密封条在法兰端面重合时,重合约30~40mm。
(2)共板法兰风管法兰4个法兰角连接须用玻璃胶密封防漏,联合咬口离法兰角向下80mm的地方须用玻璃胶密封防漏,密封胶应设在风管的正压侧。
(3)共板风管密封的具体做法见附图。

4、共板法兰风管安装步骤如下图:

5、风管安装应符合下列规定:
(1)风管安装前,应清除内、外杂物,并做好清洁和保护工作;风管安装的位置、标高、走向,应符合设计要求。现场风管接口的配置,不得缩小其有效截面;
(2)风管与砖、混凝土风管的连接接口,应顺着气流方向插入,并应采取密封措施。风管穿出屋面处应设有防雨装置;
(3)风管连接处,应完整无缺损、表面应平整,无明显扭曲;
(4)承插式风管的四周缝隙应一致,无明显的弯曲或褶皱;内涂的密封胶应完整,外粘的密封胶带,应粘贴牢固、完整无缺损。
(5)薄钢板法兰形式风管连接,弹性插条、弹簧夹或紧固螺栓的间距不应大于150mm,且分布均匀,无松动现象。
(6)插条连接的矩形风管,连接后的板面应平整、无明显弯曲。
(7)风管的连接应平直、不扭曲。明装风管水平安装,水平度的允许偏差为3/1000,总偏差不应大于20mm。明装风管垂直安装,垂直度的允许偏差为2/1000,总偏差不应大于20mm。暗装风管的位置,应正确、无明显偏差。
6、风阀安装
(1)风阀安装前应检查框架结构是否牢固,调节、制动、定位等装置是否准确灵活。
(2)风阀的安装同风管的安装,将其法兰与风管或设备的法兰对正,加上密封垫片,上紧螺栓,使其与风管或设备连接牢固、严密。
(3)风阀安装时,应使阀件的操纵装置便于人工操作。其安装方向应与阀体外壳标注的方向一致。
(4)安装完的风阀,应在阀体外壳上有明显和准确的开启方向、开启程度的标志。
(5)防火阀的易熔片应安装在风管的迎风侧,其熔点温度应符合设计要求。
(6)各类风阀应安装在便于操作及检修的部位,安装后的手动或电动操作装置应灵活、可靠,阀板关闭应保持严密。防火阀直径或边尺寸大于等于630mm时,宜设独立支、吊架。排烟阀(排烟口)及手动装置(包括预埋套管)的位置应符合设计要求。预埋套管不得有死弯及瘪陷。除尘系统吸入管段的调节阀,宜安装在垂直管段上。
六、质量要求
1、本工法按通风与空调工程施工质量验收规范GB50243-2002执行。
2、在风管穿越需要封闭的防火、防爆的墙体或楼板时,应设预埋管或防护套管,其钢板厚度不应小于1.6mm。风管与防护套管之间,应用不燃且对人体无危害的柔性材料封堵。风管缝应紧密,宽度应均匀,无孔洞、半咬口和胀裂等缺陷。
3、风管法兰连接应牢固,折角平直,圆弧均匀。风管内严禁其他管线穿越;输送含有易燃、易爆气体或安装在易燃、易爆环境的风管系统应有良好的接地,通过生活区或其他辅助生产房间时必须严密,并不得设置接口;室外立管的固定拉索严禁拉在避雷针或避雷网上。
4、风管加固应可靠,整齐,间距适宜,均匀对称。输送空气温度高于80℃的风管,应按设计规定采取防护措施。
5、当风管大边尺寸≤300mm时允许误差在0~1mm。当风管大边尺寸>300mm时,误差为0~2mm。
6、法兰内边长尺寸允许误差为1.0~3.0mm。
7、风管平面度允许误差为±2mm。
8、矩形法兰两对角线之差的误差为<3mm。
9、法兰平整度允许误差为±2mm。
10、风管部件安装必须符合下列规定:
1)各类风管部件及操作机构的安装,应能保证其正常的使用功能,并便于操作;
2)斜插板风阀的安装,阀板必须为向上拉启;水平安装时,阀板还应为顺气流方向插入;
3)止回风阀、自动排气阀门的安装方向应正确。
11、防火阀、排烟阀(口)的安装方向、位置应正确。防火分区隔墙两侧的防火阀,距墙表面不应大于200mm。
12、风管系统安装完毕后,应按系统类别进行严密性检验。
13、手动密闭阀安装,阀门上标志的箭头方向必须与受冲击波方向一致。
14、风帽安装必须牢固,连接风管与屋面或墙面的交接处不应渗水。
15、风口与风管的连接应严密、牢固,与装饰面相紧贴;表面平整、不变形,调节灵活、可靠。条形风口的安装,接缝处应衔接自然,五明显缝隙。同一厅室、房间内的相同风口的安装高度应一致,排列应整齐。
明装无吊顶的风口,安装位置和标高偏差不应大于10mm。
风口水平安装,水平度的偏差不应大于3/1000。
风口垂直安装,垂直度的偏差不应大于2/1000。
七、成品保护
(1)安装完的风管要保证表面光滑清洁,保温风管外表面整洁无杂物。室外风管应有防雨、雪措施。特别要防止二次污染现象,必要时应采取保护措施。
(2)暂时停止施工的风管系统,应将风管敞开封闭,防止杂物进入。
(3)严禁把已安装完的风管作为支吊架或当作跳板,不允许将其他支、吊架焊或挂在风管法兰和风管支、吊架上。
八、安全注意事项
1、在制作车间工作时,对各种设备实行专人管理,所有设备的运转部件都要有防护罩等防护措施,严格遵守设备的操作规程。
2、在镀锌钢板的搬运过程中,注意不要划伤手脚。
3、各种设备的急停保护开关要灵活可靠。
4、风管在现场吊装过程中,要有专人指挥,吊点的选择要牢固可靠,吊装时风管下严禁站人。
5、现场使用的各种小型电动工具的漏电保护开关要灵活可靠。
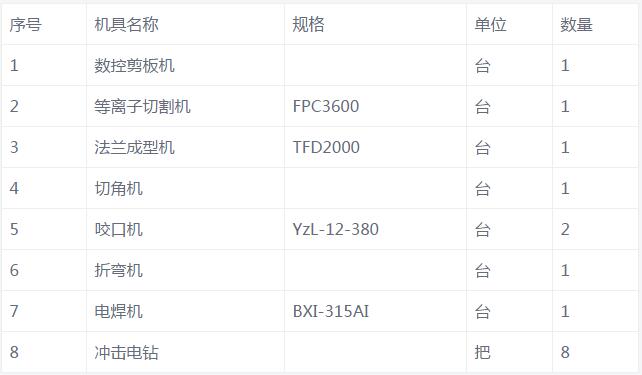
九、施工机具
以上就是重庆风管加工的小编分享的资讯内容,希望对您有帮助。如需了解更多重庆风管加工,重庆白铁加工,重庆防排烟管道加工,重庆消防排烟管道加工,重庆油烟管道加工,重庆角钢法兰风管加工,重庆山之鹰通风管道加工厂,等相关资讯,请关注我们重庆山之鹰金属制品有限责任公司的官方网站或来电咨询,我们将竭诚为您服务,感谢大家的支持!